技術・技法
1
成形は、ろくろ成形、押形成形又は手ひねり成形によること。
2
素地の模様付けをする場合には、「鋲止め」、「泥塗り」、「海面」、「菊押し」、「花ぬき」、「二重」、櫛目、イッチン盛り、面とり、「さるぽ塗り」、はり付け、飛びかんな、布目又ははけ目によること。
3
釉掛けは、浸し掛け、流し掛け又は塗り掛けによること。この場合において、釉薬は、「青磁釉」、「白流釉」、「灰釉」又は「あめ釉」とすること。
4
絵付けをする場合には、手描きによること。
| 工芸品名 | 大堀相馬焼 |
|---|---|
| よみがな | おおぼりそうまやき |
| 工芸品の分類 | 陶磁器 |
| 主な製品 | 茶器、酒器、花器、灰皿 |
| 主要製造地域 | 双葉郡浪江町 |
| 指定年月日 | 昭和53年2月6日 |
大堀相馬焼協同組合
〒969-1513
福島県双葉郡浪江町幾世橋字知命寺40
TEL:0240-35-4917
FAX:0240-35-4927


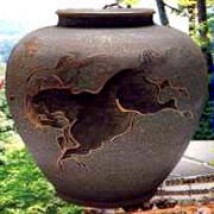
青磁釉という青みのある透明なガラス質で、表面をおおった陶器を主に作っています。ひび割れが模様のように器全体をおおっていることから「青ひび」と呼ばれており、このひび割れ模様が、作品を親しみやすいものにしています。青磁釉の主な原料である砥山石はこの産地のみで採れる原料です。青磁釉の他には、灰釉(かいゆう)、あめ釉(ゆう)、白流釉(しろながれゆう)等を使っています。
地元の陶土を陶器作りの材料に使っています。この土を水に入れて泥水にし、粘土として使うものと不要なものとにより分けます。より分けた泥を乾燥させて粘土を作り、良く練った粘土をろくろにのせ、手作りで形を作ります。 形が出来たら仕上げをして陰干しにし、完全に乾いたら約950度の温度で素焼をします。素焼の済んだものに絵を付けていきますが、このとき描かれる「走り駒」と呼ばれる馬の絵はこの産地だけにある絵のかたちです。絵の描かれた器に釉薬(ゆうやく)をかけてもう一度窯に入れ、1,250~1,280度の温度で焼いて仕上げます。