
技术、技法
第一次技术或技法织造的锉织物。
(1) 使用色织平织材质。
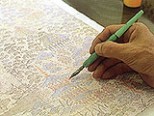
(2) 将擦拭线上的擦拭物以手工作业进行图案匹配,编织出擦拭物图案。
2擦拭线的染色方法是“编织”。
| 工艺品名称 | 本场大岛紬 |
|---|---|
| 读音 | Honba Oshimamugi |
| 工艺品的分类 | 织物 |
| 主要产品 | 和服地 |
| 主要制造地区 | 鹿儿岛县/奄美市、鹿儿岛市、大岛郡龙乡町、喜界町、宫崎县/都城市等 |
| 指定年月日 | 1975年2月17日 |
鹿儿岛县本场大岛紬协同组合
891-0123
鹿儿岛县鹿儿岛市大蛇本町4-7
在本场大岛紬纺织协同组合内
电话:0099-204-7550/090-2079-3459
传真:0997-53-8255
本场大岛紬纺织协同组合
891-0123
鹿儿岛县鹿儿岛市大蛇本町4-7
电话:099-204-7550
传真:099-204-7551
鹿儿岛县丝织物工业组合
〒890-0056
鹿儿岛县鹿儿岛市下荒田1-26-20
株式会社中川内
TEL:099-256-0488
FAX:099-256-0490
都城丝织物事业协同组合
〒885-0031
宫崎县都城市天神町3-6
株式会社东乡织物内
TEL:0986-22-1895
FAX:0986-22-4289
正宗奄美大岛茧绸合作社
〒894-0068
鹿儿岛县奄美市名濑浦上町48-1
TEL:0997-52-3411
FAX:0997-53-8255
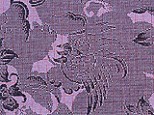
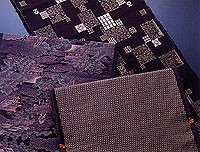
纤细且鲜艳的独特美丽的碎白点花纹图案,以及毛边和泥染的水花风格,柔软轻盈,不易起皱,是从奄美的大自然中诞生的,对人温和的织物。
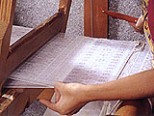
根据原图进行图案设计,在此基础上进行碎白点花纹布的紧固,用漂白和泥染色后,将其解开进行加工,最后进行织造。全部工程大约需要半年到一年。
关于传统工艺师请看这里。























 泥田旁边盛开的泰奇树的花
泥田旁边盛开的泰奇树的花 煎制后的苔藓木作为燃料使用
煎制后的苔藓木作为燃料使用 专注泥染30余年的野崎松夫
专注泥染30余年的野崎松夫 在旧历8月举行的感谢收获和祈祷丰收的祭典“Shochogama”
在旧历8月举行的感谢收获和祈祷丰收的祭典“Shochogama” 萨摩隼人。菱沼彰
萨摩隼人。菱沼彰

 温柔地讲述都城的历史和大岛绸的谷口邦彦先生和夫人启子女士
温柔地讲述都城的历史和大岛绸的谷口邦彦先生和夫人启子女士 柔和的色调非常漂亮,艾草染和梅染大岛茧绸
柔和的色调非常漂亮,艾草染和梅染大岛茧绸 关之尾瀑布的景观
关之尾瀑布的景观 关之尾瀑布和壶穴群
关之尾瀑布和壶穴群
