技术、技法
1通过堆叠干燥,“转运”。
2木材加工应按下列方式之一进行:。
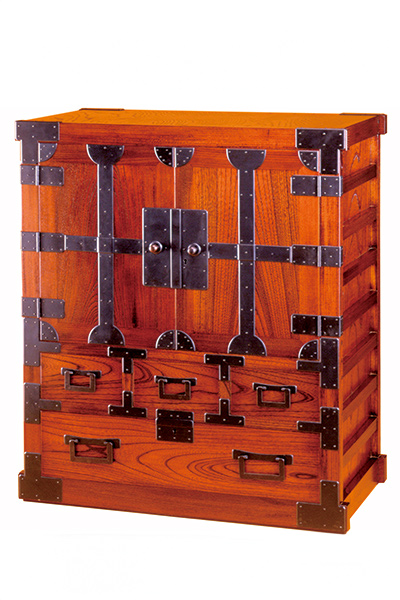
(1) 衣柜及装饰物有下列情形之一。
在 (1) “Waku指物”中,按照下列技术或技法。
1) 窝沟(除去横町。)的发现和预计值分别为25毫米以上、45毫米以上。
2) 横纹应在25毫米以上。
3) 侧板和背板使用的板材应为实木地板。此时,板材的厚度为7毫米以上。
4) 边框式的接合,在立框式和上下框式的情况下,通过附带三通壳体的两片固定榫接,在立框式和横框式的情况下,通过附带三通壳体的固定榫接。
5) 装瓣时,瓣部件的接合应为榫接、盖面榫接、面腰榫接、留模钳接或本榫接端头配合。
6) 安装抽屉时,抽屉部件的接合应采用包接和组合接合。
在罗板指物中,采用下列技术或技法:。
1) 顶板、侧板、砧板和束板使用的板材的厚度不小于22毫米。
2) 背板使用的板材应为无垢板。此时,板材的厚度为7毫米以上。
3) 顶板与侧板的接合应采用5片组以上的有前固定组合接合、9片组以上的前固定组合接合或带固定腰部的榫接。
4) 装瓣时,瓣部件的接合应为榫接、盖面榫接、面腰榫接、留模钳接或本榫接端头配合。
5) 安装抽屉时,抽屉部件的接合应采用包打接合及组合接合。
(2)在餐桌上,使用下列技术或者技术:。
A顶板使用的板材为无垢板。此时,板材的厚度为9毫米以上。
罗纹框组合的接合,是以不同圆筒固定榫头插入兽头瓦塞钉而成。
顶板与吸附板的接合应为普通接合。
双排扣与脚的接合应以三边固定或矩型榫头连接。
(3)书桌的木材加工,应采用下列技术或技法。
A顶板使用的板材为无垢板。此时,板材的厚度为22毫米以上。
床头板与脚的接合,板脚使用腰部铆钉铆接,组脚则使用有进给设计的楔形连接。
3油漆应由以下任何一种方式进行:。
(1) 涂擦漆时,应反复涂生漆,在生漆上涂上松烟混合物后,反复“磨漆”精制生漆。
(2) 一闲张漆涂时,应进行“棉涂”、“底涂”及“布涂”,进行“锈涂”及中涂后,再涂上精制漆。
(3) 柿漆涂油时,反复涂刷柿漆及干性油后,用布擦拭。
4、佩戴金属配件时,金属配件的表面,如果是铁制配件,则应当使用松香、白蜡以及松烟的全部混合物、生漆和铁漆的混合物或者丝绵进行着色;如果是铜或者铜合金制配件,则应当进行抛光。