技術・技法
1 さん積みによる乾燥は、「積み替え」をすること。
2 木地加工は、次のいずれかによること。
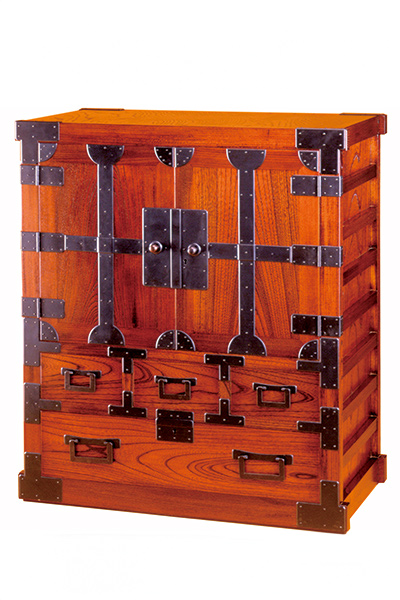
(1)たんす及び飾りだなにあっては、次のいずれかによること。
イ「わく指物」にあっては、次の技術又は技法によること。
1)わくのかまち(よこかまちを除く。)の見付け及び見込みは、それぞれ25ミリメートル以上、45ミリメートル以上とすること。
2)横ざんの見付けは、25ミリメートル以上とすること。
3)側板及び裏板に使用する板材は、無垢板とすること。この場合において、板材の厚さは、7ミリメートル以上とすること。
4)わくのかまちの接合は、たてかまちと上下のかまちとの場合にあっては三方胴付き2枚止めほぞ接ぎにより、たてかまちとよこかまちとの場合にあっては三方胴付き止めほぞ接ぎによること。
5)とびらを付ける場合には、とびらの部材の接合は、ほぞ接ぎ、かぶせ面ほぞ接ぎ、面腰ほぞ接ぎ、留型雇いさね接ぎ又は本ざねほぞ端ばめ接ぎをすること。
6)引出しを付ける場合には、引出しの部材の接合は、包み打付け接ぎ及び組み接ぎをすること。
ロ 板指物にあっては、次の技術又は技法によること。
1)天板、側板、たな板及び束板に使用する板材の厚さは、22ミリメートル以上とすること。
2)裏板に使用する板材は、無垢板とすること。この場合において、板材の厚さは、7ミリメートル以上とすること。
3)天板と側板との接合は、5枚組以上の前留めあり組み接ぎ、9枚組以上の前留め組み接ぎ又は止め腰付きほぞ接ぎによること。
4)とびらを付ける場合には、とびらの部材の接合は、ほぞ接ぎ、かぶせ面ほぞ接ぎ、面腰ほぞ接ぎ、留型雇いさね接ぎ又は本ざねほぞ端ばめ接ぎをすること。
5)引出しを付ける場合には、引出しの部材の接合は、包み打付接ぎ及び組み接ぎをすること。
(2)座卓にあっては、次の技術又は技法によること。
イ 天板に使用する板材は無垢板とすること。この場合において、板材の厚さは、9ミリメートル以上とすること。
ロ 天わく組みの接合は、違い胴付き留めほぞ差し鯱栓打ち込みによること。
ハ 天板と吸い付きざんとの接合は、あり差しとすること。
ニ 天わく組みと脚との接合は、三方留め接ぎ又は矩型ほぞ差しによること。
(3)文机の木地加工は、次の技術又は技法によること。
イ 天板に使用する板材は無垢板とすること。この場合において、板材の厚さは、22ミリメートル以上とすること。
ロ 天板と脚との接合は、板脚にあっては腰付きびょうほぞ接ぎ割りくさび打ちにより、組脚にあっては送りあり連れ雇いさね接ぎによること。
3 塗装は、次のいずれかによること。
(1)ふき漆塗にあっては、生漆を繰り返し塗付し、生漆に松煙を混ぜ合わせたものを塗付した後、精製生漆を繰り返し「すり漆」すること。
(2)一閑張漆塗にあっては、「綿引き」、「下張り」及び「布張り」をし、「さび塗」及び中塗をした後、精製漆を塗付すること。
(3)柿渋油ふき塗にあっては、柿渋及び乾性油を繰り返し塗付した後、布でみがくこと。
4 金具を付ける場合には、金具の表面は、鉄製のものにあっては、松やに、白ろう及び松煙のすべてを混ぜ合わせたもの、生漆に鉄しょうを混ぜ合わせたもの又は真綿を用いて着色し、銅又は銅合金製のものにあってはみがくこと。