Technologie/techniques
1. Le séchage par empilage implique le « transfert » des matériaux.
2. Le travail du bois doit être effectué selon l'une des méthodes suivantes :
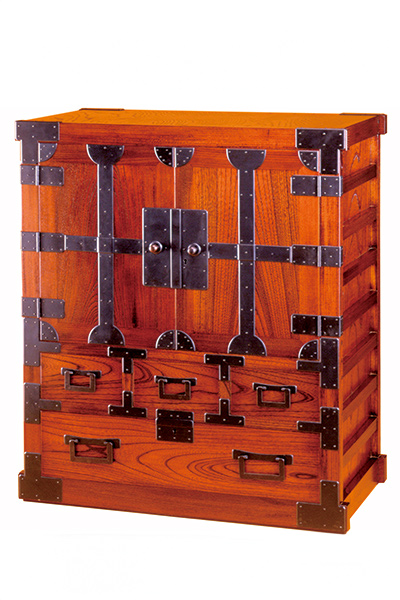
(1) Pour les commodes et les vitrines, l'une des dispositions suivantes s'applique :
(i) Dans le cas d’un « cadre », les techniques ou méthodes suivantes doivent être utilisées :
1) Les dimensions visibles et profondes du cadre (à l'exclusion du cadre horizontal) doivent être respectivement de 25 millimètres ou plus et de 45 millimètres ou plus.
2) La largeur des poutres horizontales doit être de 25 millimètres ou plus.
3) Les panneaux latéraux et le panneau arrière doivent être en bois massif. Dans ce cas, l'épaisseur du bois doit être d'au moins 7 millimètres.
4) Les joints des montants du cadre doivent être réalisés par un joint à tenon et mortaise à trois côtés dans le cas d'un montant vertical et de montants supérieurs/inférieurs, et par un joint à tenon et mortaise à trois côtés dans le cas d'un montant vertical et d'un montant horizontal.
5) Lors de la fixation d'une porte, les composants de la porte doivent être assemblés à l'aide d'assemblages à tenon et mortaise, d'assemblages à tenon et mortaise, d'assemblages à tenon et mortaise en façade, d'assemblages à rainure et languette en onglet ou d'assemblages à tenon et languette en bout.
6) Lors de l'ajout de tiroirs, les composants des tiroirs doivent être assemblés à l'aide de joints enveloppants et de joints à queue d'aronde.
b) Dans le cas des assemblages en bois, les techniques ou méthodes suivantes doivent être utilisées :
1) L'épaisseur des panneaux utilisés pour le panneau supérieur, les panneaux latéraux, les étagères et les panneaux de support doit être de 22 millimètres ou plus.
2) Le panneau de support doit être en bois massif. Dans ce cas, son épaisseur doit être d'au moins 7 millimètres.
3) Le panneau supérieur et les panneaux latéraux doivent être joints par un joint à queue d'aronde avec cinq panneaux ou plus, un joint à queue d'aronde avec neuf panneaux ou plus, ou un joint à tenon et mortaise avec un support à queue d'aronde.
4) Lors de la fixation d'une porte, les composants de la porte doivent être assemblés à l'aide d'assemblages à tenon et mortaise, d'assemblages à tenon et mortaise, d'assemblages à tenon et mortaise en façade et à l'arrière, d'assemblages à rainure et languette en onglet ou d'assemblages à tenon et languette en bout.
5) Lors de l'ajout de tiroirs, les composants des tiroirs doivent être assemblés à l'aide de joints enveloppants et de joints à queue d'aronde.
(2) Pour les tables basses, les techniques ou méthodes suivantes doivent être utilisées :
(i) Le plateau de table doit être en bois massif. Dans ce cas, son épaisseur doit être d'au moins 9 millimètres.
Les assemblages du cadre sont réalisés par emboîtement de tenons et de goujons.
La jonction entre la plaque supérieure et la ventouse doit être réalisée à l'aide d'un assemblage à queue d'aronde.
2. Les joints entre le cadre supérieur et les pieds doivent être réalisés par des joints à onglet à trois voies ou des joints à tenon et mortaise carrés.
(3) La fabrication du bureau en bois doit être réalisée selon les techniques ou méthodes suivantes :
(i) Le plateau de table doit être en bois massif. Dans ce cas, son épaisseur doit être d'au moins 22 millimètres.
(b) L'assemblage entre le plateau et les pieds doit être un assemblage à tenon et mortaise avec un coin fendu dans le cas de pieds en planches, et un assemblage à languette et rainure avec un joint coulissant dans le cas de pieds assemblés.
3. La peinture doit être réalisée de l'une des manières suivantes :
(1) Dans le cas de la peinture à la laque essuyée, la laque brute est appliquée à plusieurs reprises, un mélange de laque brute et de suie de pin est appliqué, puis la laque brute raffinée est frottée à plusieurs reprises.
(2) Dans le cas des objets laqués d'Ikkanbari, le processus consiste à appliquer du coton, une sous-couche et du tissu, suivis d'une peinture couleur rouille et d'une couche intermédiaire, puis à appliquer une laque raffinée.
(3) Lors de l'application de l'huile de tanin de kaki par essuyage, appliquez le tanin de kaki et l'huile siccative à plusieurs reprises, puis polissez avec un chiffon.
4. Lors de la fixation de ferrures métalliques, la surface des ferrures doit être colorée comme suit : si elles sont en fer, un mélange de résine de pin, de cire blanche et de suie de pin ; si elles sont en laque brute, un mélange de poudre de fer ; ou en utilisant du coton brut ; si elles sont en cuivre ou en alliage de cuivre, polies.